පසුගිය වසර දහය තුළ ගෘහස්ථ සෙරමික් ටයිල් කර්මාන්තයේ ප්රධාන ධාරාවේ ප්රවණතා කාණ්ඩය වන්නේ සම්පූර්ණ ග්ලේස් නිෂ්පාදන වන අතර, සම්පූර්ණ ග්ලේස් නිෂ්පාදන නිෂ්පාදනයේදී ග්ලේස් පින්හෝල් දෝෂ වඩාත් සුලභ වන අතර, එය සම්පූර්ණයෙන්ම වළක්වා ගැනීමට අපහසු නිෂ්පාදන දෝෂ වලින් එකකි, එය සෘජුවමනිෂ්පාදනයේ ග්ලැසියර ගුණාත්මකභාවය සහ නිමි භාණ්ඩයේ විශිෂ්ට අනුපාතයට බලපායි. හිස් තැන්, ග්ලේස්, නිෂ්පාදන ක්රියාවලි පරාමිතීන් සහ වෙඩි තැබීමේ පද්ධති ආදිය ඇතුළුව පින්හෝල් දෝෂ ඇති කරන සාධක රාශියක් ඇති අතර, ග්ලේස් වලට සම්පූර්ණ ග්ලේස් සහ ෆේස් ග්ලේස් ඇතුළත් වේ. මෙම පත්රිකාව ප්රධාන වශයෙන් පින්හෝල් දෝෂ මත මුහුණු ග්ලේස් සූත්ර සංයුතියේ බලපෑම අධ්යයනය කරයි, පුළුල් වෙඩි තැබීමේ පරාසයක් සහ පුළුල් පරාසයක යෙදීම් සහිත සූත්රයේ ප්රවාහ අනුපාතය සහ මුළු ප්රමාණය අතර සම්බන්ධතාවය සහ ඉහළ උෂ්ණත්ව ද්රව්ය අනුපාතය සහ මුළු පරිමාව අතර සම්බන්ධතාවය සාකච්ඡා කරයි, සහ වේගවත් හා ඵලදායී පාලනය සහ ග්ලේස් පින්හෝල් දෝෂ අඩු කිරීම සඳහා විසඳුම සාකච්ඡා කරයි.
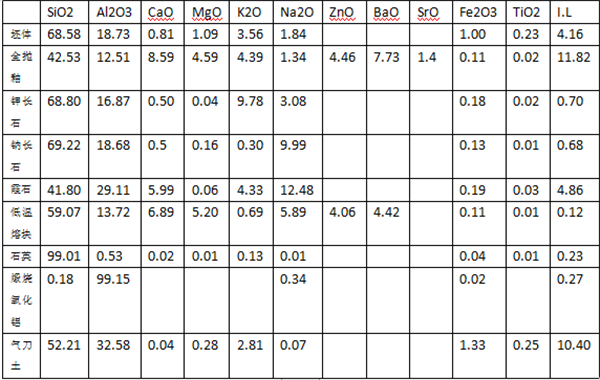
කිංයුවාන් හි ප්රසිද්ධ සෙරමික් ව්යවසායයක පරීක්ෂණය අවසන් කරන ලදී, උඳුනේ දිග මීටර් 325 ක්, වෙඩි තැබීමේ චක්රය මිනිත්තු 48 ක්, වළල්ලේ උෂ්ණත්වය 1166-1168 °C, මුහුණත ග්ලේස් සීරීම් ග්ලේස් මගින් යොදන ලදී, සහ ග්ලේස් සම්පූර්ණ ග්ලේස් සඳහා ග්ලේස් ක්රමය මගින් යොදන ලදී, සහ 400mm × 800mm ප්රදේශයේ පින්හෝල් දෝෂ ගණන ගණනය කරන ලදී. හරිත ශරීරයේ සංයුතිය, සම්පූර්ණ ග්ලේස් සහ පරීක්ෂණයේදී භාවිතා කරන ග්ලේස් සඳහා භාවිතා කරන අමුද්රව්ය වගුව 1 හි දක්වා ඇත.
2.1 සිදුරු මත ප්රවාහ අනුපාතය සහ පිළිස්සුණු පස/පිළිස්සුණු ඇලුමිනියම් අනුපාතයේ බලපෑම පරීක්ෂා කිරීම.
මුල් පිටපත: ඇල්බයිට් 12, පොටෑසියම් ෆෙල්ඩ්ස්පාර් 31, ක්වාර්ට්ස් 20, ගෑස් පිහිය පෘථිවිය 10, පිළිස්සුණු ඇලුමිනියම් 22, අඩු උෂ්ණත්ව ෆ්රිට් 3, නෙෆලීන් 7, සර්කෝනියම් සිලිකේට් 9.
A සාධකය - ප්රවාහ අනුපාතය, B සාධකය - පිළිස්සුණු පස/පිළිස්සුණු ඇලුමිනියම් අනුපාතය (ක්වාර්ට්ස්, ගෑස් පිහිය පොළොව, අඩු උෂ්ණත්ව ෆ්රිට් ප්රමාණය නොවෙනස්ව පවතී) ඇතුළුව, මුල් චතුරස්රය මත පදනම්ව ද්වි-සාධක 3-මට්ටමේ පරීක්ෂණයක් නිර්මාණය කර ඇත.
A: පොටෑසියම් ෆෙල්ඩ්ස්පාර්, නෙෆලීන් සඳහා ඇල්බයිට් 3:1:3 අනුපාතයකින්, මට්ටම A1 (ඇල්බයිට් / පොටෑසියම් ෆෙල්ඩ්ස්පාර් / නෙෆලීන් = 11/28/10), A2 (ඇල්බයිට් / පොටෑසියම් ෆෙල්ඩ්ස්පාර් / නෙෆලීන් = 10/25/13), A3 (ඇල්බයිට් / පොටෑසියම් ෆෙල්ඩ්ස්පාර් / නෙෆලීන් = 9/22/16)
B: 3:5 අනුපාතයට අනුව පිළිස්සුණු පස සඳහා පිළිස්සුණු ඇලුමිනියම්, B1 (පිළිස්සුණු ඇලුමිනියම්/පිළිස්සුණු පස = 19/6), B2 (පිළිස්සුණු ඇලුමිනියම්/පිළිස්සුණු පස = 16/11), B3 (පිළිස්සුණු ඇලුමිනියම්/පිළිස්සුණු පස = 13/16)
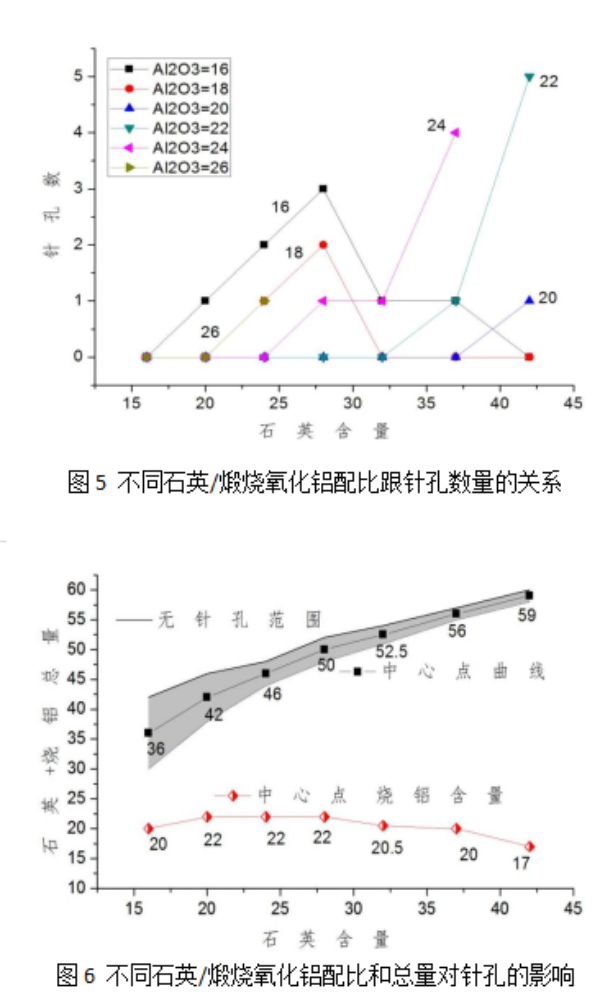
පින්හෝල් දෝෂ ඇති කරන සාධක බොහොමයක් ඇති අතර, පින්හෝල්-නිදහස් නොවන සම්පූර්ණ ග්ලැසියර ග්ලේස් වල සූත්ර සංයුතිය සහ පුළුල් වෙඩි තැබීමේ පරාසය නිදොස් කිරීම සහ ප්රශස්ත කිරීම විශේෂයෙන් වැදගත් වේ. ග්ලේස් සූත්රයේ නෙෆලීන් අනුපාතය වැඩි වීමත් සමඟ, පොටෑසියම් ෆෙල්ඩ්ස්පාර් සහ ඇල්බයිට් අනුපාතය අඩු වූ අතර, පින්හෝල් අඩුවීමේ ප්රවණතාවක් පෙන්නුම් කළේය. පිළිස්සුණු පසෙහි අනුපාතය වැඩි වීමත් සමඟ, කැල්සින් කළ ඇලුමිනා අනුපාතය අඩු වන අතර, පින්හෝල් වැඩිවන ප්රවණතාවක් පෙන්නුම් කරයි, සහ අනෙක් අතට. සූත්රයේ පස සහ ක්වාර්ට්ස් අන්තර්ගතය වැඩි වන තරමට, පින්හෝල්-නිදහස් ප්රදේශය පටු වන තරමට, විෂය පථය කුඩා වේ.සූත්රයේ යෙදීම,නෙෆලීන් සහ කැල්සින් කරන ලද ඇලුමිනා වල අන්තර්ගතය වැඩි වන තරමට, සිදුරු නොමැතිව සූත්රයේ විෂය පථය පුළුල් වන අතර සූත්රයේ යෙදීමේ විෂය පථය පුළුල් වේ.
(1) පින් සිදුරු වර්ග දෙකකට බෙදා ඇත: අඩු-උෂ්ණත්ව පින් සිදුරු සහ ඉහළ-උෂ්ණත්ව පින් සිදුරු, සහ අඩු-උෂ්ණත්ව පින් සිදුරු වල සාමාන්ය ලක්ෂණ වන්නේ: පින් සිදුරු ගණන විශාලයි, ප්රමාණය කුඩායි, විශාල ගොරෝසු දෝෂ සංඛ්යාවක් සමඟින්, සහ තනි පහළ ග්ලැසියරය මූලික වශයෙන් අවශෝෂක හෝ ඉතා සුළු නොවේ; ඉහළ-උෂ්ණත්ව පින් සිදුරු වල සාමාන්ය ලක්ෂණ නම්: පින් සිදුරු ගණන කුඩායි, ප්රමාණය විශාලයි, ගොරෝසු තාපය අඩුයි, ආවාට දෝෂ සමඟින්, සහ තනි-පහළ ග්ලැසියරය තීන්ත අවශෝෂණයෙන් බරයි.
(2) නිෂ්පාදනයේ සිදුරු දෝෂ සඳහා, එය අඩු උෂ්ණත්ව සිදුරක් ද නැතහොත් ඉහළ උෂ්ණත්ව සිදුරක් ද යන්න තීරණය කිරීම පළමුව අවශ්ය වේ. සත්ය තත්ත්වය අනුව, අඩු උෂ්ණත්ව සිදුර විසඳීමට කැල්සින් කළ ඇලුමිනා වඩාත් කැමති වන අතර, ඉහළ උෂ්ණත්ව සිදුර ප්රතිකාර කිරීම සඳහා නෙෆලීන් වඩාත් කැමති වේ.
(3) මතුපිට ග්ලේස් පරිණත උෂ්ණත්වය සහ ඉහළ උෂ්ණත්ව දුස්ස්රාවිතතාවය වැඩි දියුණු කිරීම සඳහා පහළ ග්ලේස් සූත්රයේ ඉහළ උෂ්ණත්ව ද්රව්යයක් ලෙස ක්වාර්ට්ස්, කැල්සින් කළ ඇලුමිනා වලට වඩා බෙහෙවින් අඩු පැහැදිලිය, සහ ක්වාර්ට්ස් අන්තර්ගතය වැඩි වන තරමට, සිදුරු නොමැති ප්රදේශය කුඩා වන තරමට, විෂය පථය පටු වේ.සූත්රයේ යෙදීම.
FOSHAN CERAMIC MEGACINE වෙතින් අන්තර්ගතය
පළ කිරීමේ කාලය: නොවැම්බර්-21-2022








